NEWSLETTER
Sign up for GMORS latest news.
GMORS ofrece varias alternativas para soluciones de baja fricción para juntas elastoméricas. Una de las técnicas muy interesantes es el revestimiento de PTFE. Se trata de una película seca que reduce la fricción de la superficie de las juntas sin el uso de lubricante líquido. Proporcionando numerosas ventajas a la línea de montaje, el proceso de revestimiento avanzado de PTFE de GMORS le proporciona un revestimiento de juntas (cualificado) calificado y fiable.
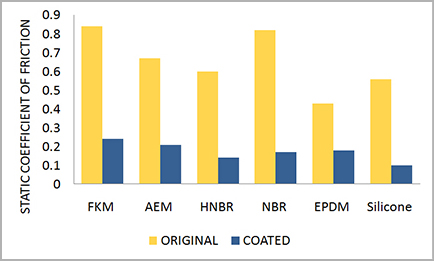
Con los revestimientos de PTFE de GMORS, independiente del material de (goma) caucho del que se trate, el coeficiente de fricción estático se puede reducir más del 70 %, como se muestra en la figura 1.
Un revestimiento de micras de espesor cambia las propiedades de la superficie y ayuda a prevenir el fenómeno de oscilaciones de relajación. Las características de fricción mejoradas son (muy) beneficiosas en la línea de montaje automatizada y manual, ya que evitan que las juntas se adhieran, retuerzan o, incluso, se desgarren. El montaje sencillo también mejora la eficiencia de producción. Además, el color añadido, ayuda a la identificación de piezas similares para evitar confusiones.
En el proceso de revestimiento de GMORS, nos dedicamos a proporcionar un revestimiento funcional sin que afecte a las características de sellado. Para definir las necesidades del cliente y adaptarnos mejor a ellas, examinamos los revestimientos en varios aspectos, como son la resistencia al calor y a los productos químicos, el grosor, la facilidad de montaje o la limpieza. Nuestros profesionales de laboratorio llevan a cabo, de forma cuidadosa, varios experimentos y verificaciones estrictas con tecnologías innovadoras para ofrecer a nuestros clientes las mejores soluciones de revestimiento.
Inmersión en aceite y envejecimiento por calor
El revestimiento debe ser capaz de soportar condiciones de entorno y servicio específicas para las aplicaciones del cliente. Por lo tanto, una mayor resistencia al calor y a los productos químicos son puntos en los que enfocamos nuestras pruebas. Los revestimientos de PTFE se prueban creando entornos de uso similares a las necesidades del cliente y muestran una gran mejora en cuanto a resistencia química y (termoestabilidad) termoestabilidad con nuestras técnicas de revestimiento recientemente puestas en práctica.
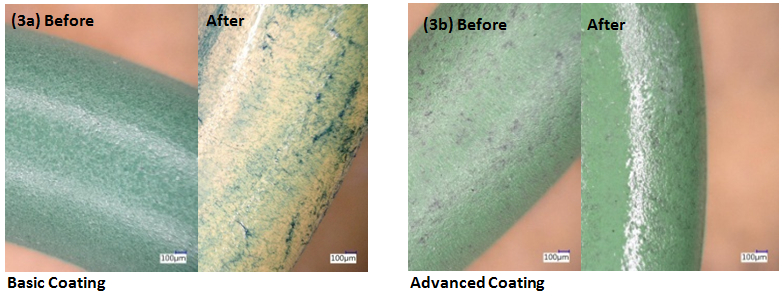
Como se muestra en la figura (3a), la junta con revestimiento de PTFE se sumerge en un fluido de muestra y sufre un cambio de color considerable. Sin embargo, con las técnicas de revestimiento avanzado de PTFE, como se muestra en la figura (3b), la junta seguirá manteniendo el mismo aspecto después de la inmersión.
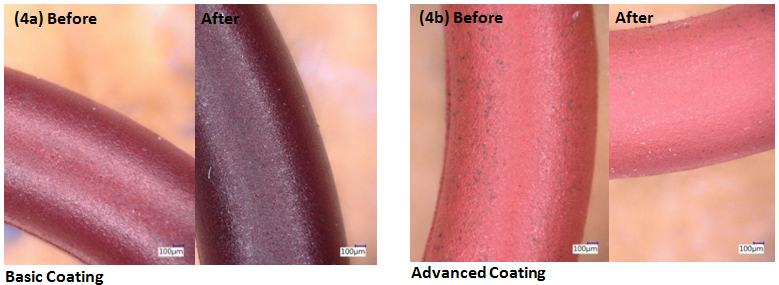
Además, la figura (4a) muestra que el revestimiento básico se dañó gravemente con un cambio de color drástico después de la prueba de envejecimiento por calor. Por otro lado, no se observa cambio de color con las técnicas de revestimiento avanzado de PTFE (figura (4b)). La resistencia al calor se mejora.
Experimento de simulación de montaje
Cuando centramos la atención en el estado del revestimiento durante el montaje, se espera una buena adherencia de dicho revestimiento a la superficie de la junta, sin grietas o desprendimientos apreciables. Por lo tanto, llevamos a cabo un experimento de simulación de montaje para examinar principalmente la adhesión del revestimiento.
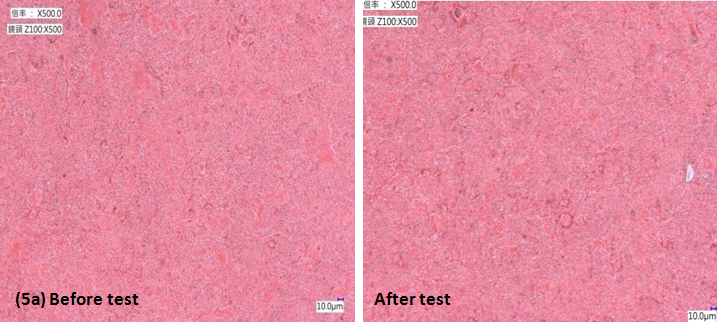
Estiramos la muestra hasta un alargamiento del 100 % durante 10 ciclos y luego observamos la muestra al microscopio con 500 aumentos. No se observan grietas o daños en el revestimiento avanzado de GMORS, como se muestra en la figura (5a).
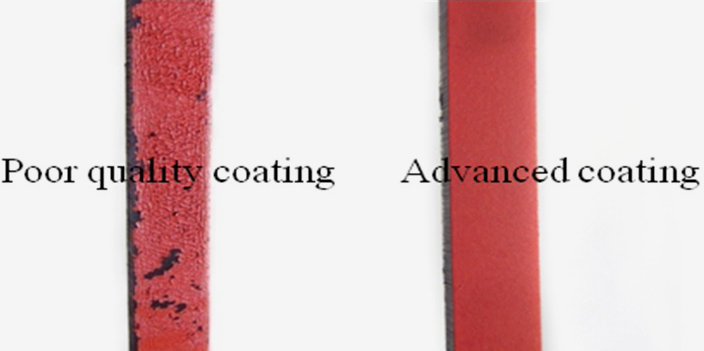
Después de 10 ciclos de estiramiento con un alargamiento del 100 %, la comparación de resultados del revestimiento avanzado y el revestimiento de baja calidad se muestra en la figura 6. Se observa un daño grave en el revestimiento de baja calidad mientras que el revestimiento avanzado mantiene su integridad.
Limpieza
Actualmente, la supervisión de limpieza técnica es un deber ineludible cada vez en más industrias de alta gama. El revestimiento de PTFE es una película seca sobre las juntas de goma que evita a los clientes las preocupaciones de contaminación de lubricantes líquidos. Sin embargo, para decirlo claramente, muchos factores externos aún pueden dar lugar a fracturas en las partículas del revestimiento. Estas fracturas pueden contaminar el entorno y es lo que evita GMORS.
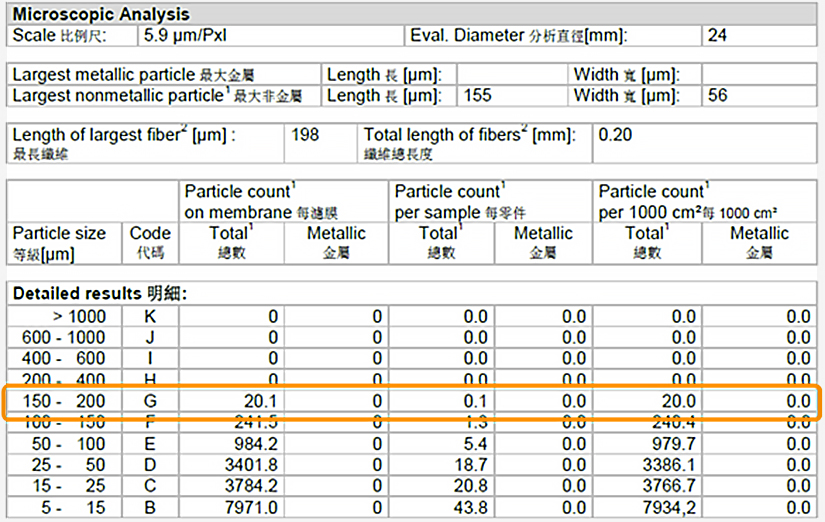
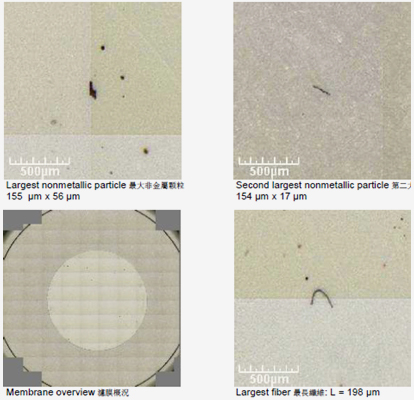
Basándose en la prueba de simulación de montaje, el revestimiento avanzado de GMORS puede cumplir la mayoría de los requisitos de limpieza de los mercados OEM automovilísticos: Grado G6 en ISO 16232.[1]
Informe de análisis de limpieza de juntas con revestimiento según ISO 16232
Medición de espesor
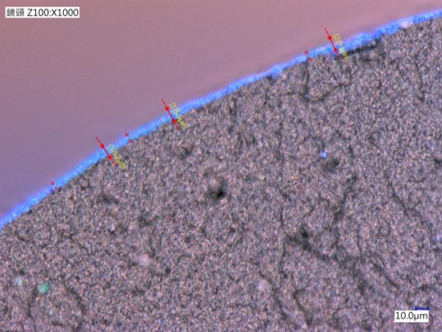
En GMORS (nos equipa) contamos con instrumentos avanzados para el análisis más preciso de las propiedades de las piezas de sellado. Uno de ellos es el microscopio de alta resolución que nos permite acceder a los detalles de la superficie después del proceso de revestimiento. Incluida la medición del espesor de la capa de revestimiento, de la rugosidad de la superficie o alguna otra inspección microscópica, este equipo interno nos proporciona una visión rápida y real antes y después del tratamiento de la superficie de las juntas.
El espesor del revestimiento se midió como se muestra en la figura 7. La sección transversal del producto debe procesarse especialmente para mantener la forma original del revestimiento para una medición precisa del espesor con microscopio. Se necesita una gran ampliación para medir y observar una capa de revestimiento de micras de espesor.
[1] An expected value of cleanliness which will require further test for each occasion.
Sign up for GMORS latest news.
Copyright ©GE MAO RUBBER INDUSTRIAL CO., LTD. All rights reservedTerms and Conditions|Privacy policy